



线材的用途很广,在国民经济各个部门中线材占有重要的地位。有的线材轧制以后可直接使用,主要作钢筋混凝土的配筋和焊接结构件用;有的则作为再加工原料,经过再加工后使用。例如,经过拉拔成为各种钢丝,再经捻制成为钢丝绳,或再经编织成钢丝网钢材;经过热锻或冷锻成铆钉;经过冷锻及滚压成螺栓,以及经过各种切削加工及热处理制成机器零件或工具;经过缠绕成型及热处理制成弹簧。作为建筑用的钢材必须保证化学成分及可焊性,具有一定的力学性能且均匀稳定以利于冷弯及承载。供拉丝用的线材要求保证化学成分、金相组织和力学性能均匀稳定。金相组织尽可能是索氏体,以减少冷拔过程中饭的退火次数。另外,规格尺寸应,一般直径在12毫米以下。表面应光洁,氧化铁皮应薄并易于酸洗掉,表面不得有耳子和折叠等缺陷。
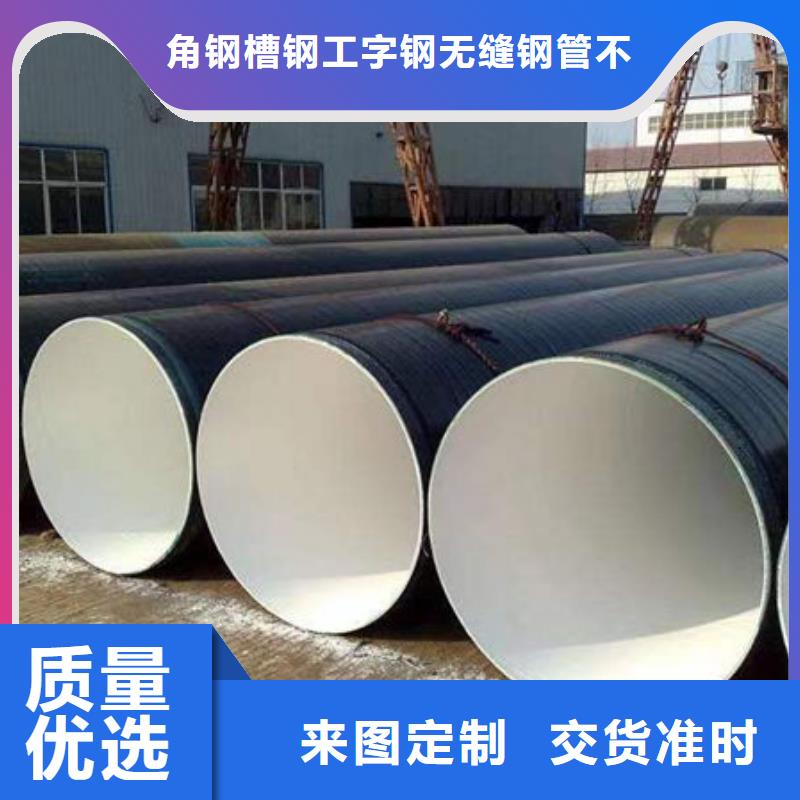
螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
螺纹钢强化技术目前国内高强度钢筋生产主要有余热热处理、超细晶粒和微合金化 3 种生产工艺。经过余热处理的钢筋的可焊性、机械连接性能和施工使用性能较低,因而钢筋的应用范围受了限制,但其生产成本较低;超细晶粒钢筋的焊接性能较差,这是因为钢材在焊接过程中,由于焊接热的影响区晶粒会长大,从而使焊接接头区域出现软化的现象,使其强度降低; 微合金化工艺可使钢筋具有强度高、焊接性能好、抗震性能优等特点,是产品性能 的高强度钢筋生产工艺,采用微合金化技术也是国内外发展高强度钢筋的主要工艺技术路线之一。
普通碳素钢优先选用150×145mm见方,长度在12m左 右的高速线材坯体,采用步进式混合加热炉基本能够满 足线材轧制的温度需求。该加热炉在进行加热过程中可 以实现智能化温度控制和人工操作调整。由于普通碳素钢 的轧制温度范围不一,对温度较为敏感,因此会加大轧制 的困难。所以在进行普通碳素钢线材轧制的过程中对于温 度工艺的优化是为重要的。普通碳素钢的钢材坯料需要经过熔炼、浇筑、开坯等过程的准备工作,加工为150×145mm见方,长度在12m左右的 方坯,为下一步的工艺流程做准备。